

神州一味噌発祥の地、上諏訪は味噌造りに適した、恵まれた気候・風土があります。澄んだ高地の空気、寒暖差の大きな気候、霧ヶ峰高原からの素晴らしい伏流水。澄んだ空気は雑菌やほこりが他よりもないことを意味します。発酵は菌の働きによるプロセスです。夏は30度、冬はマイナス15度まで下がる寒暖の差は、温度で活動がそれぞれ違う多くの種類の菌の働きを促します。高原からのおいしい水は、醸造製品の基礎となります。
こういった環境の下、酒造りから350年を費やした醸造技術、伝統の技がおいしい味噌を造り出していきます。原料と製法にこだわり、奥深い味わいを育みます。
当社を代表するこだわりの信州味噌の原料に契約栽培の「長野県産ナカセンナリ大豆」、「長野県産コシヒカリ米」、食塩は「天日塩」を用いています。
味噌造りで最も重要な糀造りは、蒸した米に厳選した麹菌を種付けし、湿度と温度を麹菌の生育に最適な状態を保つよう変化させながら「室(むろ)」と呼ばれる部屋で育成させます。米の浸漬から3日から4日、味噌杜氏は長年培った感覚と技で麹菌と向き合い米糀を造り上げます。よい糀は、味噌本来の素晴らしい旨みを引き出します。
この伝統に磨かれた手作りの技術は、製麹機を使った量産工場の山梨県の甲府工場にも活かされ、おいしい味噌造りをしています。
「味噌造り100年、 旨い味噌はいい糀から生まれる」

当社には、長年脈々と受け継がれてきた匠の系譜があります。
長野県諏訪市にある当社発祥の蔵「丸高蔵」では、これまでに3名の味噌杜氏が長野県味噌工業協同組合主宰による”信州味噌の名工”を受賞。「神州一味噌の匠」として業界でもトップクラスの技術人を有しています。
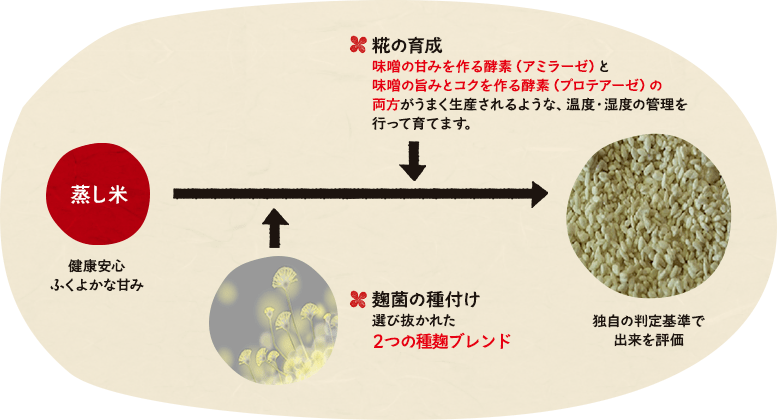
- 米の蒸し
- 米を水に浸け、水切りをした後、蒸米機で蒸します。米に芯がなく、表面は上粘りしないことが、よい糀の為の蒸し米の条件です。
- 麹菌
- 当社では、味噌の風味試験を繰り返した結果、選び抜かれた2つの種麹をブレンドして糀造りを行っています。
- 糀造り
- 味噌の甘みを作る酵素(アミラーゼ)と 旨みとコクを作る酵素(プロテアーゼ)の両方が うまく働くように温度・湿度の管理を行って糀造りを行っています。始めは麹菌が発芽するように、その後は麹菌の菌糸が米の周りにしっかりと広がり、米の中までしっかり伸びていくように温度と湿度の条件をコントロールすることが重要です。合計48時間前後の製麹時間を経て、上質な米糀ができあがります。
黄金比の話
神州一味噌の匠は、日々の製造とは別に、年に一度、己の味噌造りの腕を磨くため(確認するため)、技術の粋を詰め込んだ最良の味噌の仕込みを行っています。この活動は作り手の技術の向上を目的としており、この活動により今日まで、神州一味噌の技術の向上と伝承がなされてきました。
これは全国味噌工業協同組合でも高く評価されています。(http://miso.or.jp/competitive/)
当社減塩商品では、味噌造りの研鑽の中で培われた、神州一味噌の匠の最良配合をそれぞれの減塩商品にアレンジした配合をしています。米糀と大豆の調和を重視する信州味噌の流れを汲み、米糀の自然なやさしい甘みと大豆の旨みやコクのバランスの取れた配合を目指しています。
「匠のこだわり」では、みそ汁1杯(味噌18g)あたりで糀を約6g(350~400粒)、大豆(乾燥)を約5g(20~25粒)を摂ることができます。近年は糀たっぷりの味噌の需要も増えていますが、当商品は「糀と大豆のバランスを考えて」商品を作り込んでいます。
減塩の話
当社は17年前から他社に先駆けて、減塩ニーズに応える商品「無添加減塩味噌」を販売してきました。本商品には、神州一味噌独自の発酵熟成製法を採用して、おいしい商品に仕上げています。神州一味噌ブランドでは、減塩にこだわりを持ち、減塩タイプの商品を多数展開しています。塩分20%カットから50%カットで、塩分の摂り過ぎに配慮した味噌です。

2016年8月、世界で初めてMUI(Majelis Ulama Indonesia_インドネシア・ウラマ評議会)認定のハラル認証家庭用味噌をインドネシア国内で発売しました。この国の人口は約2億5,500万人で、そのうち約87%がイスラム教徒です。彼らはハラル(イスラム法で合法なもの)食品しか食べることができません。また食生活をみると、この地には古くからテンぺという大豆発酵食品やTAUCO(タウチョ)という大豆発酵調味料があり、味噌味になじみのある下地を持っています。そこで何とか味噌の素晴らしさを知っていただきたく、イスラム教徒にも安心して食べていただけるハラル認証味噌の研究開発を進めてきました。特に課題になったのは、発酵時に自生するアルコールも一切許されないということでした。この厳しい内容を350有余年の醸造技術の蓄積で可能にしました。インドネシアに行くとEnachan(※Enak=「おいしい」の意のインドネシア語より命名)という名前で、当社のハラル認証味噌が店頭に並んでいます。


フリーズドライ製品(FD製品)
FD食品は凍結した原料にある水分を真空状態で昇華することによって、脱水・乾燥する技術です。真空にすると沸点が下がり、低温で細胞から水分だけが抜けていきます。ですから、栄養成分/香気成分が保持され、栄養成分は各素材の歩留まりにより数倍から数十倍に濃縮されます。FD食品は多孔質構造のため、加えた水や湯が素早く浸透し短時間でもとに復元します。しかも適切な包材により栄養価も保持したまま長期保存もでき、大変便利で優れた食材です。

特許製法フリーズドライ長ネギ
長ネギのフリーズドライは、ぱさぱさで味の無いものが当たり前で、誰も疑問に思ってきませんでした。
なぜでしょうか?
通常FDにするプロセスです。
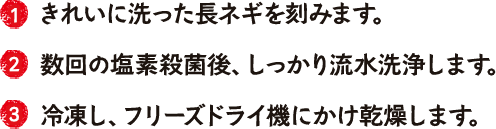
刻んだネギを流水洗浄してしまったら、ネギ内部のエキスが全て出てしまいますよね。
そこで、
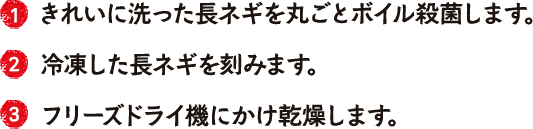
どうでしょうか?ネギ内部のエキスが全て溜まったままフリーズドライになりました。
ネギの甘みがそのままに、しかも型崩れしにくいFD長ネギの完成です。
食感が生そのままの大きな乱きり揚げナス
従来の揚げなすも薄切りで、食感の無い、味もあまり残らないものでした。
フリーズドライにかける時に薄い方が乾燥時間も短く効率が良いのです。又、原料も形状が一緒の薄切りしか量産品としてありませんでした。
そこで、原料から生のナスを調達し、当社独自の大き目の乱きりにし乾燥時間を多くかけ、食感と風味が生に限りなく近い揚げナスを完成させました。

乳酸菌入り味噌製品
もともと天然発酵の味噌にはお腹にとても良い、乳酸菌、オリゴ糖、食物繊維が含まれます。先人は朝、昼、晩3食きっちりお味噌汁をとって、胃腸を整えていました。 味噌だけでなく、漬物も含めて日本の発酵食品にはたくさんの乳酸菌が含まれます。欧米でのチーズやヨーグルトも同様です。味噌の製法の一つに乳酸菌を使用するものがあります。その目的は発酵中の雑菌の繁殖を防ぎ、麹菌、酵母菌の発酵を旺盛にするほか、適度な酸味を味噌に加えます。しかし乳酸発酵が活発になりすぎると酸味が強くなる傾向があるのは事実です。

2017年秋から当社では、味噌に相性の良い植物性乳酸菌SBL88(サッポロホールディングス社開発)を味噌に加え、当社が永年培ってきた発酵技術によって、味噌の味に影響を与えず、酸味のない味噌を開発。即席味噌汁の商品に使用し、毎日の食生活で乳酸菌が簡単に取り入れ易いような、「使いやすさ」にも気を配った商品を販売しています。
今後、サッポログループ各社のシナジーを活かすことで、研究・開発を強化していきます。それにより、味噌の可能性をさらに追求し、今まで以上に皆様の健康維持と向上に役立つ商品をお届けします。